

砂带正确使用原则
目前国内市场上能够找到的砂带品牌、砂带种类十分繁杂,那么我们该如何选择适合的砂带,如何正确使用砂带?本人归纳了如下几点原则以供参考。
一、 选择合适的砂带型号
不同的加工工件材质、不同的加工工件形状、不同的磨削方式所选用的砂带型号是不一样的,砂带型号的选择主要从基材的类别、磨料的材质、粘结剂的种类和砂带接头方式等四个方面来选择。打磨合金钢、碳素钢、精铸件、304不锈钢件、高尔夫球头、去毛刺去飞边等建议选择锆刚玉砂带,如:鹿王RZ877砂带;打磨抛光不锈钢挂件,不锈钢扶手拉手、不锈钢卫浴、不锈钢餐具、手术器械等建议选择煅烧棕刚玉的不锈钢砂带,如:鹿王TJ638软布砂带;打磨中纤板、密度板、硅酸钙板等建议选择黑碳化硅砂带,如:鹿王DCY681砂带;打磨家具乐器底漆,腻子灰的建议选择涂层纸砂带,如:鹿王SP43C、鹿王SP45F纸砂带。砂带型号的选择一般应有专业完成。由于这方面国内文献已有介绍,本文不再详述。
二、选择合适的粒度
只有选择合适的砂带粒度,才能保证加工工件的表面质量和提高砂带的使用寿命。若选用的砂带粒度号过小,就不能保证加工工件的表面质量,出现很深的划痕现象;若选用砂带的粒度号过大,不仅不能体现砂带磨削的高效性、经济性,而且砂带在使用时易折皱、断裂、工件发黑等现象,使砂带的使用寿命降低。
三、多道砂带磨削工序的粒度选择
一个工件若采用多道砂带磨削工序,后道使用砂带的粒度同前道相比最多只能跳越两个粒度号。只有这样,才能发挥砂带磨削的高效性,才能保证加工工件的形状尺寸和加工工件的表面质量。
四、多道砂带磨削工序的磨除量分布
两道工序:前后道的分布比为85/15
三道工序:前后道的分布比为65/25/10
四道工序:前后道的分布比为50/30/12/8
五、砂带的运转方向
使用搭接砂带时,要使砂带的运转方向同砂带背面所标志的方向一致,否则砂带在使用过程中易过早断裂,并影响加工工件的表面质量。使用对接砂带时可以不考虑砂带的运转方向。
六、砂带使用前的处理
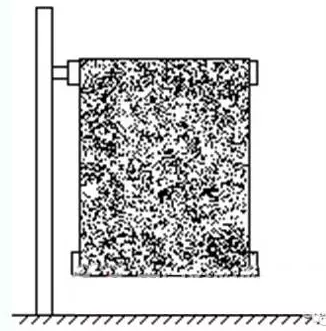
砂带使用前最少应悬挂2~5天,悬挂的目的是消除因包装而产生的卷曲,同时使砂带适应使用地的环境。将拆开包装的砂带悬挂在100~200mm直径的管子上。管子的长度应大于砂带的宽度,否则砂带易脱落或产生喇叭口;管子应成水平状态,否则易损坏砂带边缘部分。
悬挂的砂带其环境温湿度应符合砂带的贮存条件,最简单的办法是在一间密封的房间内,用几盏40或60瓦的灯泡来保持干燥。
悬挂后的砂带在使用前应作必要的外观质量检查,查看砂带接头是否平整、牢固;砂带表面有无破洞、砂团、缺砂、胶斑、皱折等外观缺陷;砂带边缘是否整齐和有无裂口,边缘若有较小裂口,以园弧剪除后不影响使用。
只有选择合适的砂带型号、合理的磨削工序、正确的粒度组合,才能发挥砂带磨削的优越性、经济性,才能保证加工工件的质量。
佛山市力山研磨有限公司是一家砂纸、砂带专业制造商,成立于2000年。生产经营:鹿王牌干磨砂纸、耐水砂纸、硬布砂带、软布砂带、纸砂带、圆盘砂纸、百洁布、平面砂布轮等。公司现有布基砂带、纸基砂带和圆盘砂纸的专业生产线,引进德国的先进机械设备和生产工艺,生产砂带宽幅可达1750mm,工艺先进、技术力量雄厚、接驳质量优良。




最新产品推荐




同类文章排行
- 砂带常出现的问题及解决办法
- 砂带保管注意事项
- 如何选择合适尼龙轮来抛光打磨
- 砂布生产中对原布进行处理的目的与意义
- 浅析涂附磨具粘结剂的存储方式
- 工业百洁布的分类及使用范围
- 如何提高砂带使用寿命
- 石材打磨抛光工艺
- 玉器如何抛光
- 砂带正确使用原则
最新资讯文章
- 第13届华南不锈钢-金属材料展览会
- AMR北京国际汽车维修检测诊断设备、零部件及美容养护展览会
- 第17届中国(阳江)国际五金刀剪博览会
- 2018中国(广州)国际磨料磨具磨削展览会
- 第二十三届中国(永康)五金博览会
- 第22届中国(永康)五金博览会
- 第四届中国(郑州)国际磨料磨具磨削展览会
- 砂带常出现的问题及解决办法
- 砂带保管注意事项
- 水性木器漆的分类及施工工艺
您的浏览历史
